
 数字化管理类
数字化管理类
 生产控制类
生产控制类
 研发设计类
研发设计类
 AIoT类
AIoT类
 鼎捷雅典娜
鼎捷雅典娜
 话题与应用
话题与应用





 制造业
制造业
 流通业
流通业
 资源中心
资源中心
 服务
服务
 直播活动
直播活动
 地区活动
地区活动
 会议活动
会议活动
 了解鼎捷
了解鼎捷
 新闻中心
新闻中心
 企业荣誉
企业荣誉
 加入鼎捷
加入鼎捷 
 联系我们
联系我们解构ERP 延伸车间软硬件协作价值
鼎捷智能物流系统 提速工厂物流周转
文:林晶
「未来的企业是价值驱动的企业,是数据自动流动的企业。」无论是生产现场还是厂内物流,都将在自动化基础上向智能化发展,这不仅要求单体设备是智能的,而且要求工厂内的所有设施、设备,与包含机器、物流器具、原材料、产品、供应商在内的各类资源都实现互通互联,以满足智能生产和智能物流的要求。
在面向工业4.0的智能工厂框架内,智能物流是联接供应链、制造和客户的重要环节,而厂内的智能物流,首先要解决的就是物料和物流的问题。

下一个风口 工厂内的智能物流
伴随着经济高速发展与产业智能化转型进程深化推进,政府相关主管部门对于物流的透明、⾼效、防错、降本要求越来越⾼,借助先进的技术设备和信息化⼿段,降低流通成本,加快搭建高效、快捷、现代化、智能化的物流体系成为智能物流领域提速发展的关键。而厂内智能物流作为提速车间作业流程,打造智能工厂的基石,更成为政策力驱动的重点成长领域。同时,制造企业也因订单量剧增、库存管理和周转压力加大等原因,更为重视降低物流成本,积极打造第三⽅利润,增加对物流信息化的投入力度。
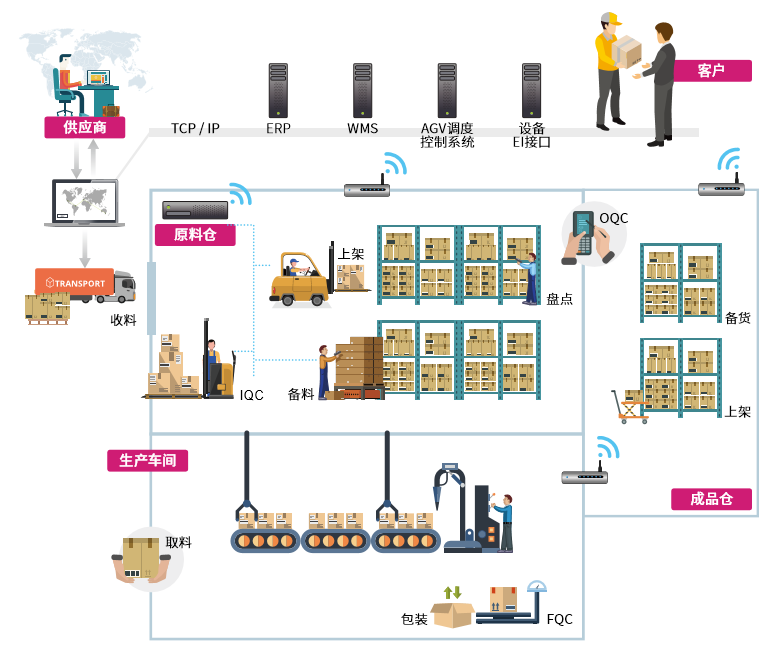
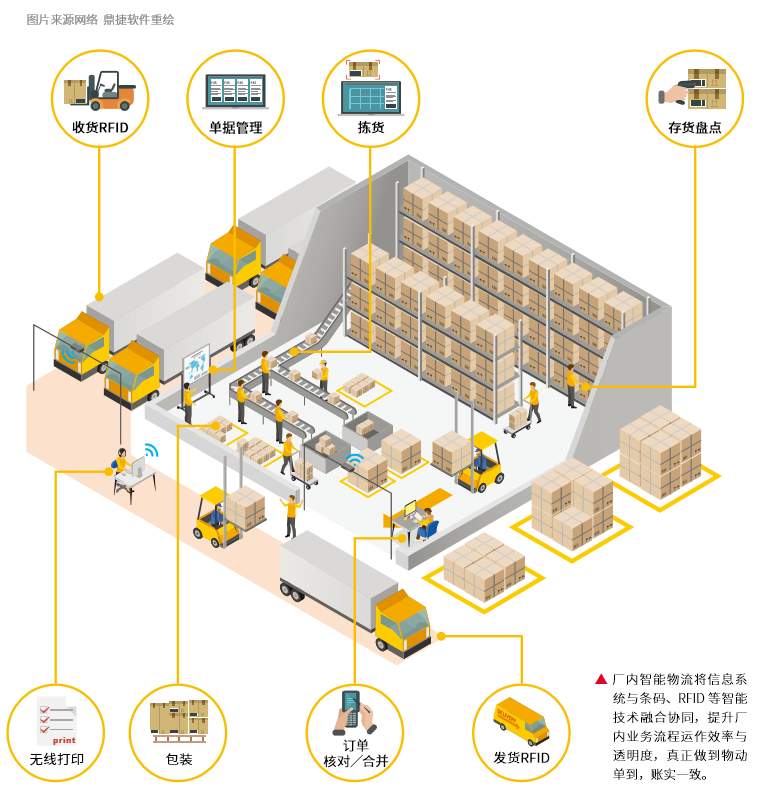
生产发料环节扫码发料;生产过程用PDA或手机扫码完成包装、质检与入库申请;贴上批号和产品序号入库完毕,扫码立即发货;成品出库依托条码完整追溯实现售后服务…智能化的厂内物流,不仅能在制造业较为关注的进销存环节直接实现防错、提效、追溯,也将供应商这一特殊的“物料”与计划紧密连接在一起。借助厂内智能物流,企业出入库、生产环节的重要信息得以实时化、电子化采集,记录生产质量信息系统化,并以此为基础,实时出具相关的质量追溯报表,便于后续内外部分析与改善;同时厂内业务流程运作效率与透明度也大大提升,真正做到物动单到,账实一致。
鼎捷智能物流方案:解构ERP 延伸协作价值
要完成智能制造版图的建制,单纯依托传统仓库管理来实现厂内物流的智能化是远远不够的,通过条码对物料、产品、半成品、配件等进行唯⼀标识,以达到全面全程追踪、监控、条码自动化管理的需求变得越来越强烈。
鼎捷数智智能物流系统以鼎捷ERP为母体开发,采用互联中台技术,真正解决企业管理信息系统和仓储系统的集成问题,运用先进的物流技术、无线识别技术,实现网络化、信息化、自动化于⼀体,针对企业的采购入库、销售退回、补货移库、销售出库、采购退货、物流配送等厂内物流业务进行管理和控制,实现企业物流周转的透明化、智能化,提⾼企业的订单处理能力、库存商品吞吐效率及准确性,实现企业商流、物流⾼度的协调统⼀,增强企业的竞争力。
鼎捷相信,在迈向大规模定制生产时代的今天,ERP的应用早已突破从进销存、生产到财务这样简单的连接,ERP的价值亟待从单纯的产品应用转向以管理议题为导向,借ERP与MES、条码等应用的整合,延伸生产车间ERP协同价值,以创造智能+价值链条。
在鼎捷智能物流系统中,移动条码与ERP系统的整合应用,车间与上层ERP系统的无缝串联,让原本看似远离ERP核心辐射圈的车间、仓管人员,对ERP的应用效益也有了真正深入的体验。
融合智能物流 智能工厂正成为现实
智能工厂的终极目标是实现理想状态的智能制造,即是一种高度自动化、数字化、网络化的生产模式,工厂内人、机、料自主协同,自组织、自决策、高效运转;工厂间,通过端对端集成、横向集成,实现价值链的共享、协作,效率、成本、质量、个性化都能得到质的飞跃。
透过智能物流的应用,车间内的立体仓库、机器人、AGV自动小车、机床默契配合,生产在有序进行。而所有这一切,都可以被任何地点的员工和管理者,通过无处不在的看板和随时可移动的智能终端所监视和优化,计划执行、设备状态、原材料库存、产品送达等各种情况,远在千里、尽在掌握。如果出现质量问题,可随时追溯出产品是什么批次,是由什么设备、什么人、采用什么制造参数生产的,整个生产是完全透明受控的。
更多文章





 产品方案
产品方案  预约演示
预约演示  价格咨询
价格咨询  官方公众号
官方公众号  1v1专属客服
1v1专属客服 
















 扫码添加专属客服
扫码添加专属客服
